Posted by Amanda Paschall on | Comments Off on HyperCyl Case Study: Control Arms and Snap Ring Solution
HyperCyl was tasked with an application that involved the installation of both bushings and ball joints on a control arm that included secondary retention of the ball joint. Thus, the HyperCyl patented Snap Ring Mechanism was developed in 2017.
What Control Arms Do
*Maintaining wheel alignment: The control arm helps to keep the wheels of the car aligned properly with the frame or body of the car. This is important for ensuring that the car drives smoothly and handles well.
*Absorbing shock: As the car travels over bumps and rough terrain, the control arm helps to absorb the shock and vibrations that are created. This helps to provide a comfortable ride for passengers and protects the car’s other components from damage.
*Supporting weight: The control arm supports the weight of the car and helps to distribute it evenly across the suspension system. This helps to prevent the car from leaning too much during turns or when going around corners.
*Controlling wheel movement: The control arm helps to control the movement of the wheel, ensuring that it stays in the correct position and doesn’t wobble or move excessively. This is important for maintaining the car’s stability and safety
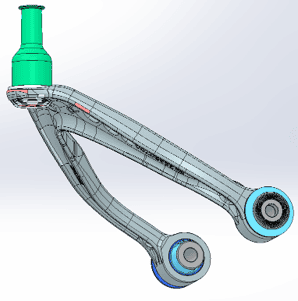
Anatomy of a Control Arm
*There exists an Upper Control Arm (UCA) and Lower Control Arm (LCA) with connecting tie-rods from each Ball-Joint to the steering system, be it a steering wheel for tractors/automobiles/lawnmowers or handlebars for 4-wheel ATV/UTV.
*Control Arms for all types of vehicles typically follow the same layout and arrangement; each requiring (2) Bushings and (1) Ball-Joint to stabilize the wheel and provide direct connection to your steering mechanism.
*Press Fitting the bushings is typical and the interference fit between the bushing and machined arm will retain the bushing in place. These can be pressed OUT when needed for vehicle maintenance.
*Ball-Joints require a similar Press-Fit into the cast/machined arm however automotive vehicles require a means of secondary retention due to vehicle safety standards and/or future replacement availability.
Secondary Retention of the Ball Joint
Secondary retention of the ball-joint can be accomplished by either a deformation of the ball-joint body, or by use of a heavy-duty retaining clip otherwise known as a snap-ring.
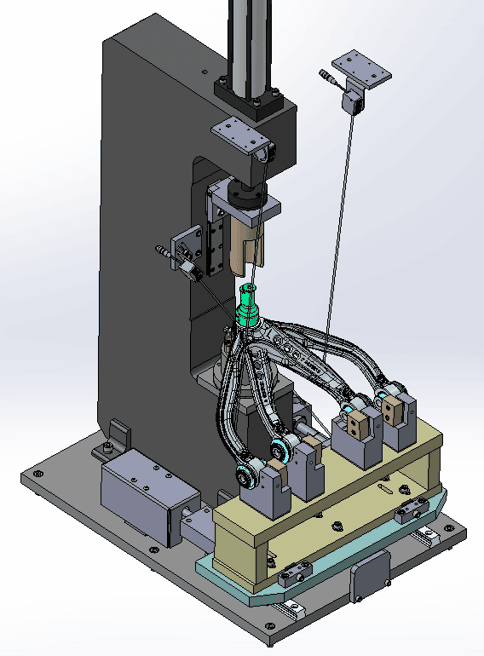
HyperCyl provide a means for installation of BOTH bushings and ball-joints but also can provide the means for secondary retention with our Patented Snap-Ring mechanism. This device is used in automated or semi-automated installation of the snap-rings for medium to high volume assembly production.
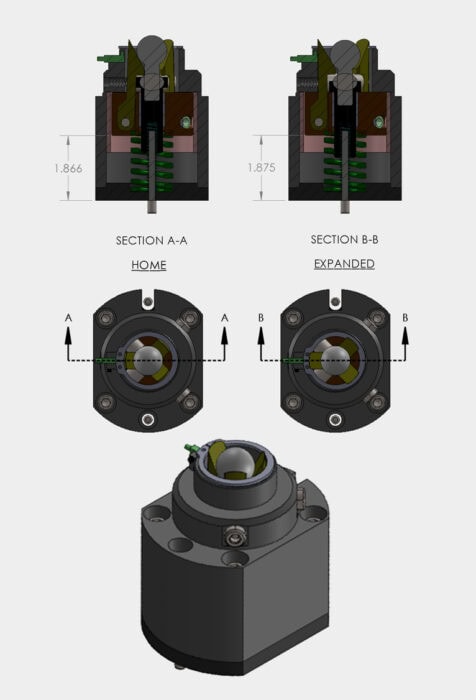
The Snap-Ring mechanism works as follows:
*The snap-ring is preloaded on top of nest (via robot or pick-n-place or manually by operator), the HyperCyl actuator extends down contacting the ball joint thereby pushing the ball joint bottom surface INTO the snap-ring.
*As the ball joint contacts the inner ball, the (3) fingers expand opening the snap ring as the pressing motion continues.
*Once the snap-ring is at the proper level the fingers release, and the snap-ring is properly located within the ball joint groove securing it from accidental removal. The ram can now retract to home, releasing the assembly for offload.
Fully patented in 2017, we have the experience and know-how to make your assembly efforts much less complicated with a standard design, or customized to fit your needs. Find out more how we can meet your application needs, call (734) 529-8855 or email [email protected].
Posted by Amanda Paschall on | Comments Off on HyperCyl Case Study: HyperCyl-EMA Actuator Reduces Customer Costs and Down-Time
A food grade paper tray manufacturer contacted Aries Engineering/HyperCyl® to reduce electricity expenses when replacing (20) 30-Ton hydraulic presses. Their current hydraulic cylinders were costing them approximately $180,000 in electricity yearly, not including maintenance costs and the cost of hydraulic fluid disposal. The manufacturer chose the HyperCyl-EMA®, our Electro-Mechanical Actuator, which provided a cost savings to our customer in excess of $100,000 annually, when compared to the hydraulic units previously used. Extreme Accuracy, Quality, and cost savings allows HyperCyl-EMA® to compete with any electric or hydraulic cylinder on the market!
The ability to apply force the entire length of the stroke makes HyperCyl-EMA® widely suitable for use in applications such as Pressing, Stamping, Assembly line or Robot installations and other various high force/highly accurate projects. HyperCyl® currently provides high force solutions to many diverse industries such as Medical, DOD, Munitions manufacturing, Tier 1 automotive companies and Aerospace manufacturing. Standard equipment includes the Emerson UniMotor, Internally mounted temperature- compensated Load Cell, Standard Internal Non-Rotate and End of stroke Proximity sensors. EMA is available in standard stroke lengths of 8.00” and 14.00”. Please contact the factory for additional stroke availability. We also offer the HyperView Press signature analysis controller, with 10” TFT touch-screen for Live-Time Quality Control over your application while in-process.
These exceptionally accurate actuators (.0001”) have a high rate of repeatability and create a cost- effective alternative to hydraulic units because of their no fuss installation, limited maintenance schedule and user-controlled adjustability. Complete tooling-ready TurnKey presses, as well as standalone actuators are available upon request.
Find out how HyperCyl can meet your application needs, email [email protected].
Posted by Amanda Paschall on | Comments Off on Using Cleaner Technology for a Brighter Factory
Outdated Hydraulic systems require constant maintenance and high cost pumps, Pure Pneumatic systems lack the force and controllability, Arbor Presses and Hammers exhaust my employees, Flywheels are dangerous; if these problems sound familiar you’re not alone. Why not use a clean, reliable, consistent & cost-effective product to REPLACE all of these? The Solution is HyperCyl!
In most automated assembly applications which can be insertion, piercing, forming or assembling, the key ingredients to a successful project are precision, accuracy and repeatability. Continuous Quality Control over these processes that can determine good/bad parts while in motion is the new norm. HyperCyl-EMA, HyperCyl hydra-pneumatic & HyperView-Press are just a few of the options that have made HyperCyl a one-stop solution provider for over 25 years.
*HyperCyl-EMA (electro-mechanical actuator) is a robust, servo driven actuator designed for precision assembly applications or applications not suited for standard HyperCyl products. Available in both Roller Screw and Ball Screw configurations with load ratings from 5kN to 230kN (1-25 tons), HyperCyl-EMA provides a new level of price/performance in the automotive, aerospace, DOD, appliance, medical, electronics and transportation industries covering a wide range of applications. Capable of extremely high rates of repeatability and up to 500mm/sec ram speeds, HyperCyl-EMA provides the performance and flexibility required in both current and future manufacturing environments and, it’s built in the USA.
*HyperCyl (hydra-pneumatic cylinder) is a low cost air/oil solution that can replace outdated technologies with a more precise, controllable stroke. Not your grandfathers air/oil unit, we have re-packaged the 3-piece air/oil design into a single self-contained unit ready for use upon shipment. Available from 5kN to 1,780kN (1-200 Tons) using ONLY shop air, HyperCyl provides a long-life cylinder that is simple to maintain, runs on 2 pneumatic valves, requires no drip pans or expensive cooling systems but also boasts a LIFETIME warranty.
*Available for both the EMA and HyperCyl is the HyperView-Press signature analysis controller. Precise force/distance monitoring coupled with trending, data logging, Cpk and data analysis capabilities will profoundly improve finished product quality and substantially reduce manufacturing costs. During the cycle, the unit gathers information from the Inputs (Analog or Encoder) and provides a wave-form curve with user-adjustable windows indicating what a Valid/Good part is. The “Window 7” embedded software provides the best of both worlds: ease of use/setup and the deployment simplicity of an off-the-shelf solution tailored to your exact press monitoring requirements.
Find out how we can help solve your application needs, email [email protected].
Posted by Amanda Paschall on | Comments Off on HyperCyl Spotlight: UTV Applications
Roll Cage Pierce/Form: Typical End-forming and tube Piercing of UTV Roll Cage requires an Approximate Force Range 5-40 Tons depending on the details. Piercing requires internal expanding mandrels to reach long distances inside the tube body. End-forming varies dramatically based on the needs of each application but involves forming the end of tubes to various GD&T for mounting, safety, and other items. Best used with IntelliCyl for force/distance monitoring to ensure Quality is maximized.
REAR TRACK ARM BUSHING INSERTION: From the basic to the complex, we have seen it all regarding bushing insertions. Simultaneous running of LH & RH parts simplifies tooling setup and reduce part-to-part rates dramatically. Approximate Force for 1.500” – 2.500” bushing diameter ranges from 8-Tons to 15-Tons depending on the interference fit between the sleeve ID and bushing OD. Lubrication is sometimes necessary to reduce forces and ensure a good insertion. Lubrication is applied to the ID of sleeves or OD of bushing which reduces chatter during the installation process and provides a more accurate press-in.
WHEEL HUB BEARING AND STUD INSERTION: Wheel bearings are a critical function in the construction of UTV’s as they must be properly installed and seated or risk the longevity and ride comfort to the vehicle. Likewise, the wheel studs are installed with special fastening technology using serrations on the stud to withstand torque-out when attaching the wheel nuts. Force/ distance monitoring is almost always required for these critical components.
CONTROL ARM BUSHING INSERTION: Aries Engineering specializes in Control Arm construction due to our innovative power heads in Servo and Hydra- Pneumatic Self-Equalizing units.
These equalizing units are a necessity due to the small window between bushing sleeve ID’s. Backing up each sleeve prior to installation is required so as not to damage or twist the arm during bushing installations. Approximate Force Ranges from 8-20 Tons utilizing our IntelliCyl option for force/distance monitoring.
BALL JOINT INSTALLATION: Ball Joint installations typically require secondary retention to meet today’s safety requirements. Aries Engineering has patented a proprietary Snap-Ring installation process that automatically installs the Ball Joint then the snap-ring within a single process. Ordinarily this is a very manual process with handheld retaining ring pliers or circlip
pliers to ensure the clip is seated 100% and 360-degrees around the circumference. Approximate Force per Ball Joint can be as high as 20-Tons. IntelliCyl is required for force/distance monitoring of this critical component during the installation process.
PLASTIC FASCIA PIERCING/ DEGATING: Multiple components within the UTV require post-mold piercing to ensure proper alignment of fasteners and attachment points that cannot be done during the molding process. Piercing gas-cap holes to fog-lamp holes, hitch slots to lightening holes, we have Servo and Hydra-Pneumatic power units available that are well-suited. When a substance is melted and poured into casting molds, channels called gates allow the material to flow into the hollow spaces of the mold to form into a solid part. Removing the material that hardens in the channels so that just the finished piece remains is known as degating. We have developed methods to ensure this degating only removes excess material without damage to the end-product.
Aries Engineering/HyperCyl is a diversified manufacturer of Hydra-Pneumatic Cylinders, Servo Actuators, Presses, Pierce Units and Joining Systems designed for use in a wide range of assembly
and forming applications. HyperCyl has a place in virtually every segment of industrial production; from clean-room medical and electronic component manufacturing to heavy industrial piercing and forming. HyperCyl has a proven track record in thousands of applications as a clean, quiet, reliable, self-contained power source utilizing only compressed air to generate ample output forces from 3kN – 1,780kN.
Find out more how HyperCyl can help meet your application needs, email [email protected].